

Oshmo BMW /5 /6 /7 U Joint
$59.00
Oshmo BMW /5 /6 /7 U Joint
Product Description
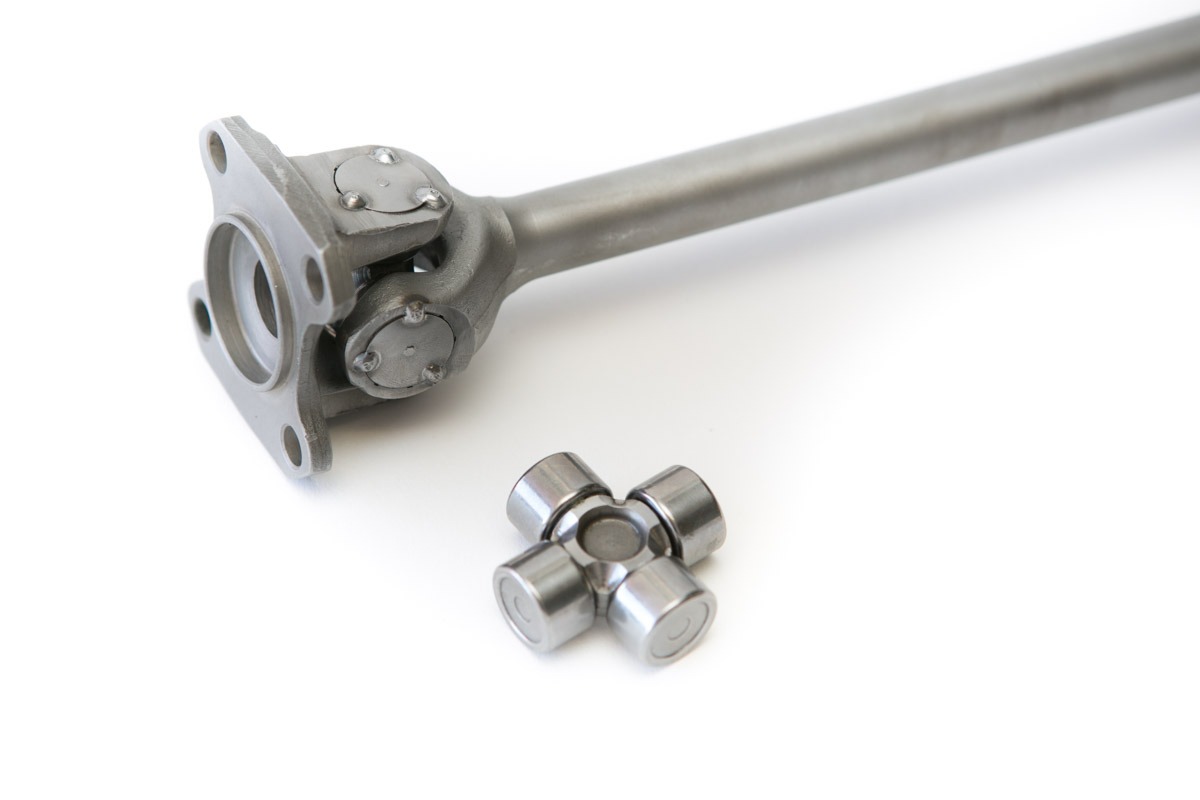
Oshmo BMW /5 /6 /7 U Joint
The Oshmo BMW /5 /6 /7 U Joint is a forged high quality part custom made for the BMW Airheads that use the early style oil-bath driveshaft. We searched far and wide for a U Joint that is suitable for driveshaft repair. At no avail, we commissioned a u joint manufacturer these high quality forged u joints.
The pins are solid unlike weaker (general application type) U Joints with hollow pins and zerk fitings. To further improve the product we machined precision pucks that fit into the yoke bores. Once the ujoint is installed, the pucks fit into the bores yielding a flush fit to the face of the yoke-bore. The pads allow welding so heat is not transfered to the delicate internal roller pins. The puck further increase rigidity as they box-in the U Joint. Future service is easily done by grinding away the welds yielding the original un-molested yoke-bores.

You must be logged in to post a review.
These instruction are to help the first timer do it right. We find most hobbyists do not have dedicated tools for u joint service so I’ve explained how to do this with a bench vise and other simple tools.
If you’re not sure you can do the following, take your drive shaft to a qualified shop or send it to us here in Los Angles. Ca.
Glossary:
U-Joint = entire assembly
Cup = 4 cups per assembly –has needle rollers inside.
Cross = the cross is the center forging that of the u joint assembly.
Stakes = these are the deep groves that are cut into the yoke bore to hold the original cups in place.
Yoke = the two yokes house the u joint assembly.
Puck = these are 4 small discs that are supplied with the Oshmo U-Joint
Grind down the stakes with a Dremel or similar too so the yoke bore are smooth.
Press out the old U Joint by forcing the cross into the inside of the cup until it’s sticking out of the bore.Some heat will help. do not over heat the yoke if using an torch.
If seized, be very careful not to create too much force as the yokes can bend. If this is the case use heat at the u joint bores.
INSPECT BORES _ PRESS IN U JOINTS –
Inspect the bores and be sure they are free of any slag or staking divots that protrudes into the bore. If bores are not smooth, U Joint cups will be damaged.
Press in the new U Joints – Be sure they are centered and the internal pins do not contact the ends of the pins as you press them home.
Insert two pucks, one on each opposing end. Use c-clamp or similar tool and press the pucks so they are flush to the yoke-bores.
CENTER THE U JOINS AND WELD IN THE PUCKS –
For this operation you will need pressing tool, either a u joint clamping tool or a bench-vise. A c-clamp could do the job as well if you have an extra set of hands. Keep in mind that the pucks are machined to a specific thickness to assist with centering the U Joint.
Keep the cups free of dirt and debris.
Press one u joint cup very slightly into a pocket. Be sure it is not cocked. Insert the cross into the empty bore opposite the u joint cup and then position the pin of the cross into the cup being careful not to disturb roller pins inside the cups. .
Keep the u joint cross in place while pressing the opposite cup into the yoke. Insert opposite cup into the bore and press in leaving room so the cross can float from one cup to the other.
Once you’re sure the cups are aligned and the cross floats form one cup to the other, press the cups in so they are flush with the face of the bores.
Now do the other yoke.
Now install and press pucks in until flush with the bores.
Check for binding as you go. Do not push pucks so far that they bottom out. Keep in mind that the yokes are not exactly the same from one bike to another. Over the years the yokes vary slightly.
Do not use the pucks as and end-all alignment tool. When you done you should have about .004 – .006 float.
NOTE: Do not use a TIG Welder or Torch as they will generate heat too slowly and the joints will overhead and possibly be damaged. – Use an arc or mig-welder.
Quench each puck before moving to the next.
If you have any questions call the technical department at 818-778-6106
Related products
-
 Select options This product has multiple variants. The options may be chosen on the product page
Select options This product has multiple variants. The options may be chosen on the product pageOshmo for Motogadget R80 R100 BMW Billet Triple Clamp
$299.00Oshmo for Motogadget BMW R80 R100 38.5mm Billet Triple Clamp
Reviews
There are no reviews yet.